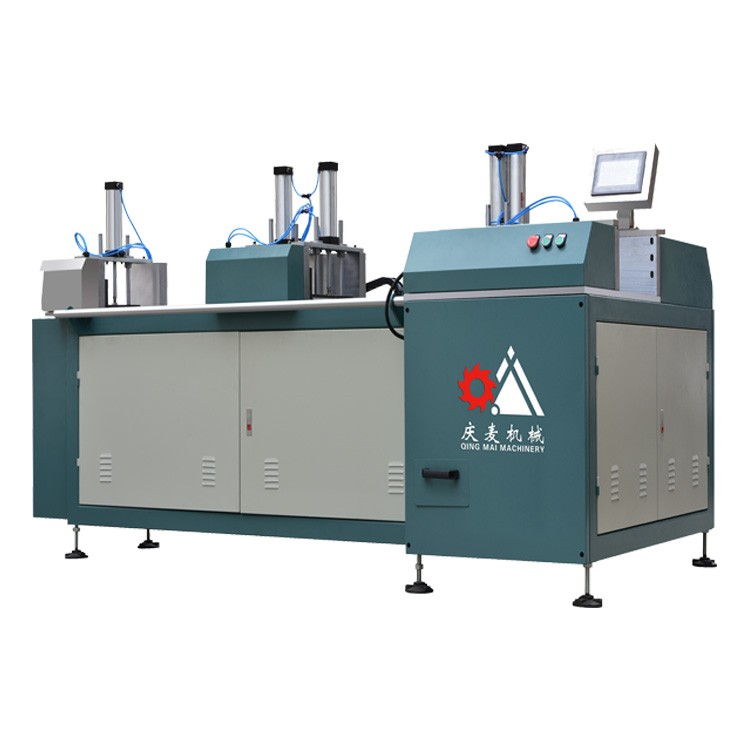
鋁型材切割機(jī)廠(chǎng)家介紹鋁合金鋸片使用注意事項(xiàng)
時(shí)間:2020-09-30 10:05來(lái)源:未知 作者:admin
鋁型材切割機(jī)廠(chǎng)家介紹鋁合金鋸片使用注意事項(xiàng)
一、機(jī)器需具務(wù)良好 的性能,無(wú)震動(dòng)
二、法蘭盤(pán)外徑的大小需一致,在此過(guò)程中,大紙是鋸片直徑的三分之一
三、法蘭盤(pán)與鋸片接觸的表面應(yīng)與孔的中心線(xiàn)垂直
四、墊圈兩端面應(yīng)平行且與孔的中心線(xiàn)垂直
五、鋸機(jī)主軸直線(xiàn)度及跳動(dòng)絕對(duì)不能超過(guò)公差(0.03)
六、鋸片在安裝前要先擦干凈,如果鋸片上粘有樹(shù)脂,需用稀釋劑擦除
七、鋸片有鈍感時(shí),應(yīng)及時(shí)修磨,應(yīng)注意保持鋸齒原有切割角角度
八、修磨時(shí)要選擇合適金剛石砂輪,同時(shí)要使用冷卻液
九、鋸片擴(kuò)孔建議不超過(guò)原孔的20MM,超過(guò)則影響加工效果
十、修磨后角和鋸身時(shí)千萬(wàn)要小心,切勿手工操作,則會(huì)造成鋸齒碎裂和鋸身失衡。

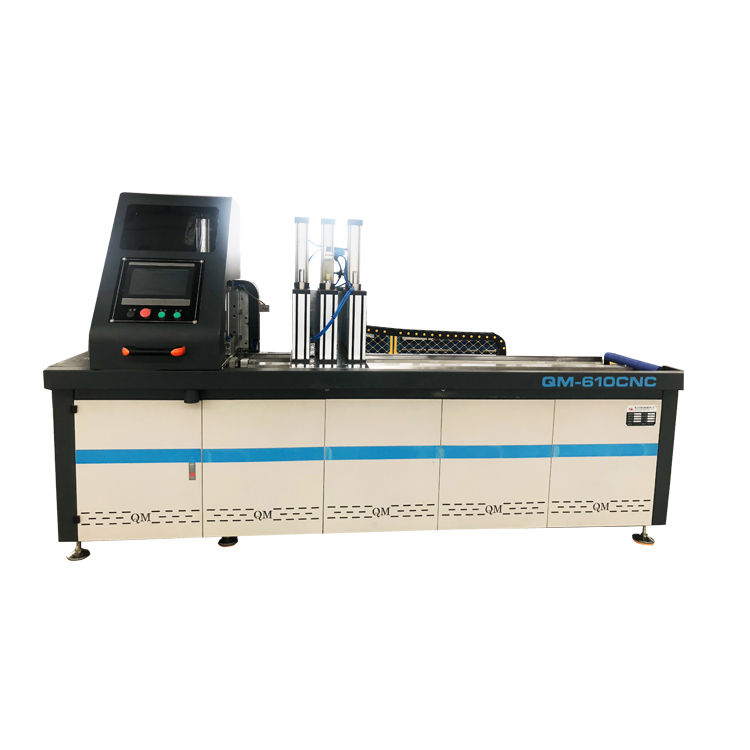
鋁型材切割機(jī)廠(chǎng)家介紹鋁切機(jī)使用
使用鋁切機(jī)時(shí),可先對(duì)材料的切割部分進(jìn)行預(yù)熱,打火后可使割炬先退離打火點(diǎn)一段距離,割炬垂直工件切透后,再進(jìn)給到起始點(diǎn)的外壁位置開(kāi)始進(jìn)行切割。而在此切割過(guò)程中需注意其角度,在切割管或板多次搭接的運(yùn)管時(shí),被切管與各管或板的實(shí)際相貫區(qū)間端點(diǎn)是兩條相貫線(xiàn)的交點(diǎn)。在此交戰(zhàn)外,可沿內(nèi)壁兩條相貫線(xiàn)坐標(biāo)是相等的。
鋁切機(jī)切割時(shí),其割炬中心需對(duì)準(zhǔn)被切管內(nèi)壁的起始點(diǎn)位置,且割炬主要是由垂直于被切管軸線(xiàn)的位置偏轉(zhuǎn)到初始點(diǎn)的切割角位置。而此切割角的變化量較大,可達(dá)到幾十度。