智能鋁型材切割機制造商
提供鋁型材切割一站式解決方案
24小時服務熱線:
18688292355
[ 掃一掃查看 ]
智能鋁型材切割機制造商
提供鋁型材切割一站式解決方案
24小時服務熱線:
18688292355
[ 掃一掃查看 ]
H
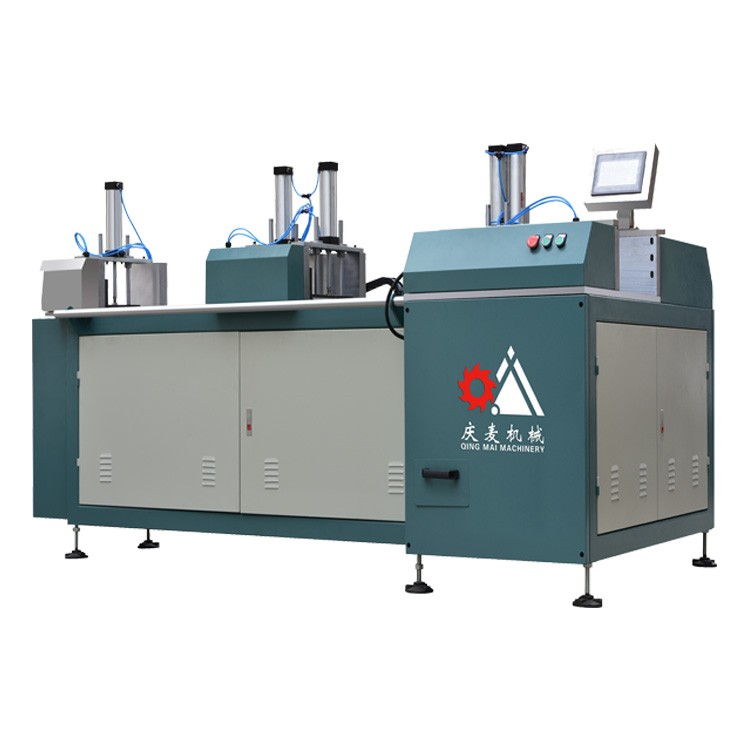
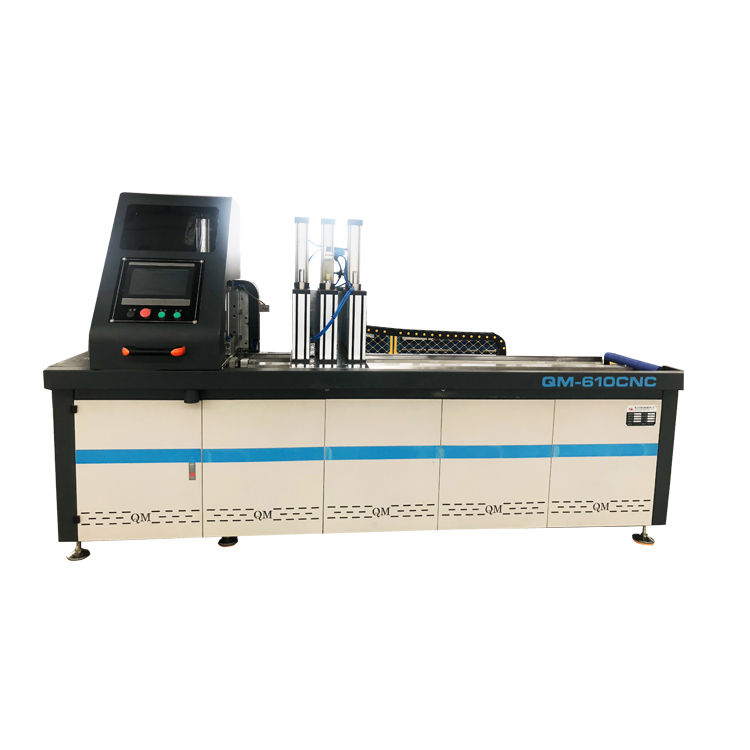
熱銷產品


H
熱點新聞C
聯系我們無尾料切鋁機之鋁材鋸片的使用要求
1、工作時,工件應確保被固定,型材定位符合吃刀方向,以免造成異常切入,不要施加側壓力或曲線切割,進刀要平穩,避免刀刃沖擊性接觸工件,從而導致鋸片破損、或工件飛出,發生意外事故。
2、工作時,發現聲音和振動異常、切割面粗糙、或產生異味時,必須立即終止作業,及時檢查,排除故障以免發生意外事故。
3、在開始切削及停止切削時,不要進刀太快,避免造成斷齒及破損。
4、如果切割鋁合金或其他金屬,要使用專用的冷卻潤滑液,以防鋸片過熱,產生糊齒,和其他損壞,影響切割質量。
5、設備排屑槽和吸渣裝置確保暢通,以防積渣成塊,影響生產和安全。
6、干切時,請不要長時間連續切割,以免影響鋸片的使用壽命和切割效果;濕片切割,應加水切割,謹防漏電。

無尾料切鋁機關于鋸片的切割知識
1、空轉:尤其新基體首次使用時,需空轉30分鐘左右,夏季高溫季節還需帶水空轉,其目的在于進一步消除焊接刀頭時對基體的影響,并增強鋸片在高速旋轉狀態下保持內在質量的記憶。
2、荒料不得小于0.5m3,并放置穩妥,底面應墊有方木,塞實固牢,荒料應位于工作臺的對稱位置上,以確保工作臺車和荒料的穩固,不得有晃動、發抖現象。
3、根據荒料的長、寬、高調整行程開關,使鋸片升降和料車的行程在可靠有效的范圍內。鋸切前鋸片刀口應離開荒料zui高10~20mm。鋸切后,鋸口距荒料底部應留有20—40mm,鋸片走刀架左右運行前,應使鋸片全部退出荒料鋸口,距離不得小于150-200mm,以防止鋸片撞擊荒料。
4、鋸片空轉穩定后方可進行試切割,不準鋸片刃口與荒料接觸時啟動鋸片,切割中不準停止鋸片轉動,須退出鋸口后方可停轉。
5、切割時若發現荒料有晃動應立即停止切割,待將荒料固定牢固后方可繼續工作,切割中,不準任意移動荒料。
6、切割時發現鋸片有明顯減速甚至夾刀現象,則可能是皮帶打滑、壓緊螺母松動或吃刀深度太大、走刀速度過快等原因,應及時調整。
請撥打熱線18688292355,或讓我們聯系您!


